CNC 例 09: 工具長補正の使用
を参照してください CNC09_ToolLengthCorr.project のインストールディレクトリにあるサンプルプロジェクト CODESYS 下 ..\CODESYS SoftMotion\Examples.
この例では、 SMC_ToolLengthCorr 工具の長さを補正する POU。
工具長補正のトピックの詳細については、次を参照してください。 前処理
応用
この例では、Gantry3キネマティックが追加された方向軸(AxisA)Z軸を中心に回転できます。次に、Z方向に2単位の長さの工具が、配向軸に取り付けられます。
簡単なCNCプログラムを実行する必要があります。これは外部としてプロジェクトに保存されます CNC.cnc ファイルであり、テキストエディタで開くことができます。 CNCプログラムでは、工具長補正は最初にGコードによってアクティブ化されます G43。 The I、 J、 と K パラメータは、このためのX、Y、およびZ方向のオフセットに対応します。次に、XY平面で3つのポイントが移動します。最後のポイントへの移動中に、追加の軸Aも90度回転します。
N000 G43 I0 J0 K2 (Activate tool length correction with tool offset X=0 Y=0 Z=2) N010 G01 X10 F10 E100 E-100 N020 G03 Y10 R5N030 G01 X0 A90
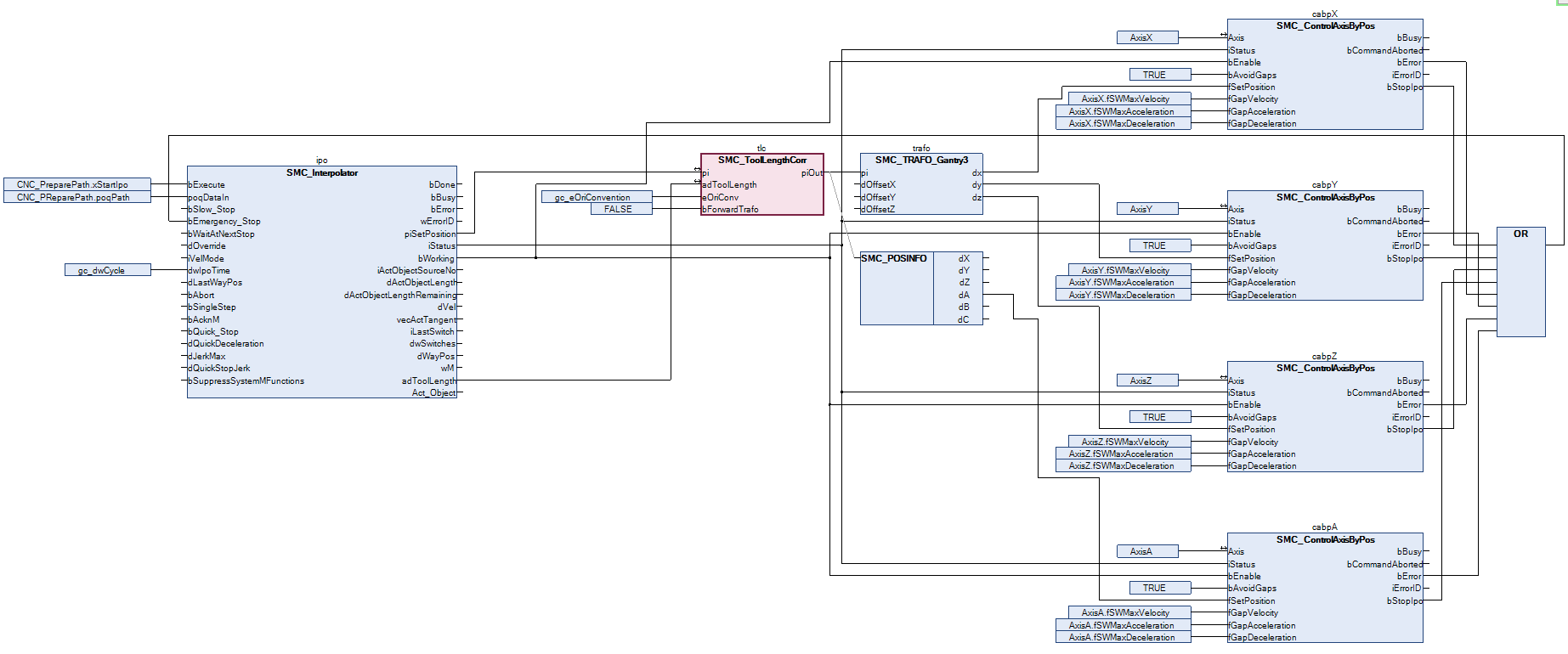
アプリケーションは複数の部分で構成されています。の中に CNC_PreparePath プログラム、CNCプログラム CNC.cnc コントローラからファイルとしてインポートされ、前処理されます。の中に CNC プログラムでは、他の例のように、ドライブが最初にオンになります。次に、以前に読み取ったCNCプログラムの補間が実行されます。各サイクルで、補間器は設定された位置を出力します (piSetPosition)およびツールの現在のオフセット (adToolLength)。 The SMC_ToolLengthCorr POUは、指定された工具長を補正するためにこの情報を必要とします。次に、補正された位置が変換され、最終的に軸に渡されます。 SMC_ControlAxisByPos POU。
ヒント
プログラムは他の例とほとんど同じです。のみ SMC_ToolLengthCorr POUは、補間器によって出力された設定位置を処理するために、補間器の後、変換の前に挿入されています。
試運転
作成したプログラムをコンパイルして起動します。プログラムはすぐにCNCの動きを実行します CNC_PreparePath.xStart 入力が設定されました。あなたはクリックすることができます 始める ボタンをクリックして、アプリケーションまたはビジュアライゼーションでこの変数を設定します。プログラムが完全に実行されたら、新しい立ち上がりエッジを適用してプログラムを再起動できます。
CNCプログラムの実行中に、補間器の出力に注意してください(piSetPosition、 adToolLength)および補正された位置(piOut)の SMC_ToolLengthCorr POU。
注:の回転 AxisA この例では、CNCプログラムの最後の移動中に、補正されたデカルト位置に(追加の)影響はありません。これは、ツールがZ方向にオフセットしかないためです。ツールのオフセット(CNCファイル内、アプリケーションフォルダー内のコントローラー上)にX方向とY方向にコンポーネントを追加すると、 AxisA 最後の動きの間、補正された位置に追加の効果があります。